
In high-performance composite parts, the core is much more than “something in the middle.” It sets the stiffness, strength, and long-term reliability of the whole structure.
So what makes ROHACELL foam different from many other core options? It combines very high heat resistance, strong compression and creep performance, and an excellent strength-to-weight ratio. This comes from its very even, closed-cell polymethacrylimide (PMI) structure.
Rather than being a small upgrade, it changes the usual compromises engineers often accept. For more than 50 years, this structural foam has supported lightweight designs in fields like aerospace, automotive, and medical technology, and it is widely used as a reference material for composite cores.
ROHACELL Foam as a Core Material: What Sets It Apart?
What Is ROHACELL Foam?
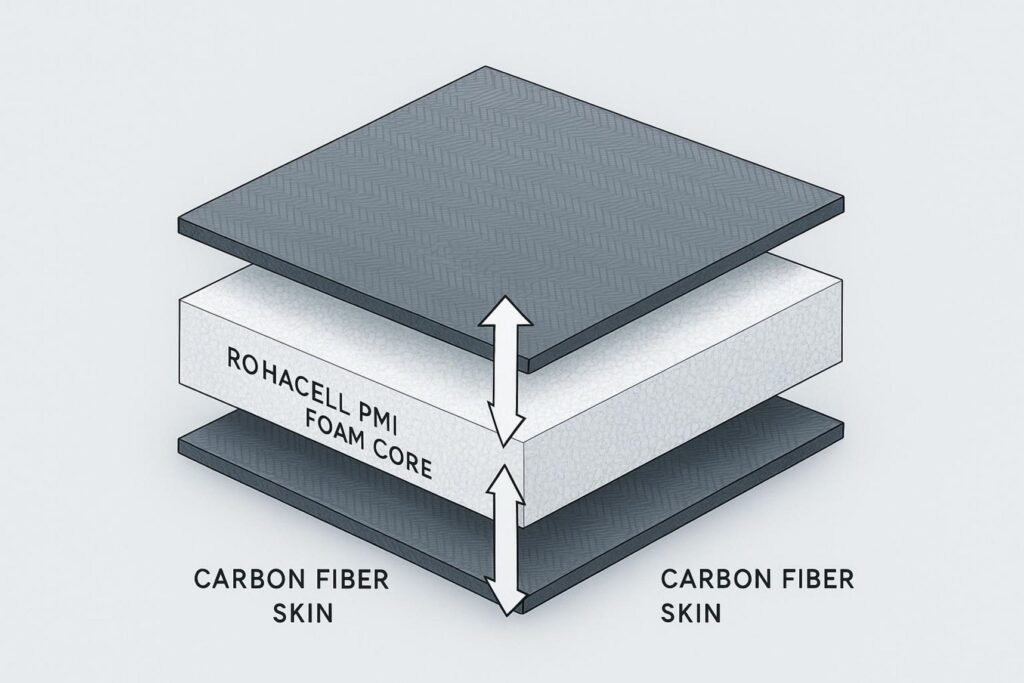
ROHACELL is a rigid, closed-cell polymethacrylimide (PMI) foam made to work as a lightweight but strong core in sandwich composite structures. The core sits between two outer skins-often carbon fiber, glass fiber, or aramid. By spacing the skins apart, it creates high bending stiffness while also taking shear loads. This shape-based concept makes parts very stiff and strong without adding much weight.
ROHACELL was developed with aerospace requirements in mind, where stable performance, tight tolerances, and repeatable results are required. That focus shows up in how it is made and controlled. Today, it is often seen as a leading composite core material because it combines low density with high compressive strength, high shear strength, and strong creep resistance.
Common Core Materials Compared to ROHACELL
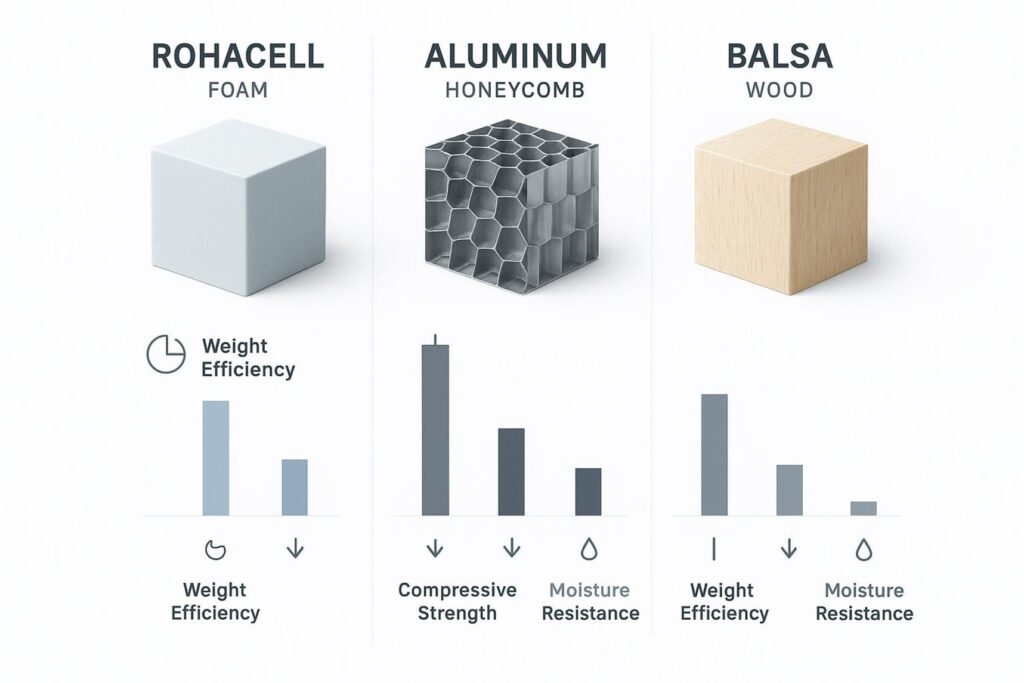
Engineers often choose from well-known core materials such as polyurethane (PU) foams, aluminum honeycomb, Nomex honeycomb, balsa wood, PVC foams, and other polymer foams. Each option has a place. PU foams are common because they are widely available and low cost. Aluminum honeycomb is popular in aerospace where very high stiffness-to-weight in shear is needed.
As performance targets rise, the limits of these older options become clearer. PU foams can have uneven cell structures and occasional weak areas. Honeycomb cores can let in water, which adds weight and can lead to corrosion. ROHACELL takes a different approach, helping solve these long-standing issues with a consistent closed-cell foam structure and strong mechanical stability.
Mechanical Performance and Density: How Does ROHACELL Measure Up?
Compressive Strength and Creep Resistance
ROHACELL foam is known for strong compression performance and good creep resistance. It holds its shape and strength under long-term loads, even at higher temperatures. This matters because many competing foams, especially traditional PU foams, can slowly compress under vacuum pressure when heat is applied. That can change part dimensions and reduce final part accuracy.
ROHACELL has compressive creep behavior that helps parts stay within spec during processing, even during autoclave cures. Its heat distortion temperature and creep compression strength are higher than other rigid foams. Some grades, such as ROHACELL HERO, are made for very high compression strength and also provide high elongation at break (often around 9% to 10%). This makes them a strong fit for demanding uses like aircraft structures.
Weight Efficiency Compared to Other Core Materials
A main benefit of ROHACELL is that it delivers high strength at low density. If you compare a 50 kg/m³ ROHACELL core with a polyurethane foam at the same density, PMI foam typically gives higher shear strength and a higher compressive modulus. In simple terms, at the same weight, ROHACELL can make the part stiffer and more durable.
Another option is to select a lower-density ROHACELL grade to match the strength of a heavier PU foam, which reduces overall part weight. A real example is the redesign of Dornier 728 nose landing gear doors, where ROHACELL HERO delivered about a 19% weight reduction compared to older honeycomb designs.
Unlike honeycomb, ROHACELL’s closed cells stop water from entering, so panels keep their planned weight during service. This consistent, predictable behavior is also different from balsa wood, which can vary in density and has direction-based properties that make calculations harder.
Thermal Properties: ROHACELL vs Competing Core Materials
Heat Resistance and Dimensional Stability
One of the strongest advantages of ROHACELL is how well it handles heat while keeping its shape. This is a major difference from traditional polyurethane foams, which can soften or release gases at fairly low temperatures, often around 80°C to 100°C. That low heat limit makes them a poor match for many modern resins that need higher curing temperatures in autoclaves or heated molds.

ROHACELL is built for tougher processing conditions. Many grades-such as HERO, WF-HT, RIMA-HT, RIST-HT, and EC-HT-can handle cure temperatures up to 180°C. The XT-HT version goes higher, up to 190°C. Even standard grades like ROHACELL IG-F can handle about 130°C. This heat performance helps prevent core collapse during processing and allows the use of advanced epoxy or BMI resin systems that can improve durability and final part strength.
Effects of Curing Temperatures and Processing
Extra temperature margin gives practical benefits in production. ROHACELL works with demanding cure cycles and high-temperature resin systems, including faster-cure prepregs that can cut cycle time. Its stability helps parts keep their shape during steps like vacuum bagging and autoclave processing, where other foams may slowly deform.
Some ROHACELL grades can also be improved through heat treatment, mainly to improve creep behavior. For processing above 100°C, especially at higher pressures, drying the foam first is often recommended to avoid steam formation that can weaken bonding between skins and core. For processing up to 190°C, special heat treatment is usually needed. Heat treatment can cause small changes in volume and surface area, so forming steps should ideally happen after heat treatment to keep dimensions accurate. To reduce moisture pickup from air, heat-treated sheets are often packed in diffusion-proof aluminum bags, and allowed “out-time” is controlled during production.
Processing and Manufacturing: Is ROHACELL Easier To Work With?
Machining and Thermoforming Capabilities
ROHACELL is well known for being easy to process, which makes it flexible for many composite builds. It works with common methods such as milling, drilling, turning, sanding, sawing, waterjet cutting, and laser cutting. It machines cleanly and produces fine plastic dust rather than fibers, which helps with cleanup and supports accurate features. This makes complex 3D core shapes easier to produce than with many other core materials.
ROHACELL can also be thermoformed, which helps with complex curves. It can be formed into compound shapes with fairly simple tooling. This is an advantage compared to honeycomb cores, which often need special forming equipment and careful control to avoid crushing cells. ROHACELL can be cold formed (fix the sheet on a die with vacuum, heat it, then cool slowly) or hot formed (fast molding around 175°C to 220°C, depending on grade). These options can lower tooling costs and reduce per-part processing cost for complex shapes. Evonik also provides ready-to-use ROHACELL cores made on 4- and 5-axis CNC machines through their SHAPES department.

Resin Uptake and Bonding Systems
A key cost and performance benefit of ROHACELL comes from its closed-cell structure. It helps stop resin from soaking deep into the core. Resin mainly enters only the cut cells at the surface, and for grades like ROHACELL RIMA (made to reduce uptake), this can be as low as about 50 g/m². Many PU foams have more open or larger cells and can absorb resin like a sponge. That raises resin cost and adds weight that does not add strength.
Low resin uptake can save a lot of weight across large areas like yacht hulls or wind turbine blades. ROHACELL also works well with most common adhesive systems. Bonding is helped by mechanical “keying” into the cut surface cells. It can be used with room-temperature systems and warm-cure methods, including autoclaves and Resin Transfer Molding (RTM). For strong bonding, a simple step is to remove dust from the surface using oil-free compressed air before applying adhesive.
Moisture Uptake and Environmental Considerations
Moisture Absorption and Reversibility in ROHACELL
ROHACELL can absorb moisture from air. Because it is closed-cell, the moisture enters mainly by diffusion and depends on temperature and humidity. This can cause small size changes and can also affect mechanical behavior, especially creep, since water can soften the foam slightly and make it more ductile.
If ROHACELL contains moisture and is processed above 100°C, steam can form and harm bonding between the skins and the core. The good news is that for most ROHACELL grades, moisture uptake can be reversed. Drying the foam can bring back its original mechanical properties and, within limits, reverse dimensional changes. For this reason, drying is strongly recommended before higher-temperature processing. Dried or heat-treated (-HT) versions are available from suppliers such as Chem-Craft and are often sealed in diffusion-proof aluminum bags, which also shows how important dry storage is.
Recycling and Environmental Impact
ROHACELL foam is considered non-hazardous and not water-polluting. Based on current knowledge, it does not harm humans, animals, plants, or microorganisms under normal conditions. It is closed-cell, does not dissolve in water, and is mostly physiologically inert with a high molecular weight. It is not absorbed through skin, lungs, or the digestive tract, so no systemic toxicity is expected from exposure. That said, like many inert dusts, ROHACELL dust from machining can irritate the upper respiratory tract and eyes, and dust can dry the skin.
ROHACELL cannot be recycled as a material in the usual way, but it complies with EC Directive 2000/53/EC. If handled correctly, it does not form dangerous byproducts. Cutting with a heating wire can create gases that are harmful, so proper ventilation is needed to protect workers. For disposal, controlled incineration in a standard combustion plant is preferred over landfill, based on local rules.
Cost vs Performance: What Is the Economic Reality?
Initial Material Costs
ROHACELL usually costs more than common foam cores like standard polyurethane, PVC, or PET foams. The higher price per square meter reflects its chemistry, its production method, and its higher performance. ROHACELL is not meant to be a general-purpose foam; it is an engineered structural material made for demanding uses where performance matters.
Total Cost of Ownership and Lifecycle Analysis
Even if the starting price is higher, looking at total cost of ownership (TCO) often changes the picture, and ROHACELL can come out ahead in high-performance parts. Savings and value can come from several areas:
- Resin savings: Low resin uptake (especially with grades like RIMA) lowers spending on costly epoxy and other advanced resins, which matters a lot on large parts.
- Labor efficiency: Grades such as ROHACELL IG-F are easier to machine and handle, reducing labor time and tool wear.
- Lower scrap: Stable behavior at temperature and repeatable results can reduce rejected parts during curing, cutting rework and waste.
- Product value: Lighter and stronger products can sell at higher prices in markets like aerospace and premium automotive.
- Lower MRO costs: Closed cells stop water entry, which can cut maintenance and repair costs compared with honeycomb cores that can suffer from water-related corrosion and damage. The bright white color in some grades (like HERO) can also make damage easier to spot during inspection.
- Faster production: Heat resistance supports faster-cure prepregs, improving throughput and shortening cycle time.
- Simpler manufacturing: Thermoforming reduces the need for complex secondary forming steps that are often needed with honeycomb.
- Proven case results: In the Dornier 728 nose landing gear door redesign, ROHACELL HERO delivered about 19% weight reduction and around 25% lower total manufacturing cost.
Over time, the processing benefits and performance can make Evonik’s ROHACELL foams a cost-effective choice for high-end composite production.
When Traditional Core Materials Might Still Make Sense
ROHACELL is not the best fit for every project. For very high-volume parts where cost is the main driver and performance needs are moderate-such as cases where temperatures stay below about 80°C, fatigue loads are low, and weight targets are not extreme-PVC, PET, or traditional PU foams may be a better match.
Also, if a project needs unusual thicknesses or densities outside ROHACELL’s normal range, other materials may be easier to source. In addition, older certified designs can be hard to change because of rules and customer approvals. In those cases, the time and cost of re-qualification may be larger than the benefit of switching. If a project needs some ROHACELL-like benefits without needing the highest grades, options like ROHACRYL can offer similar advantages at a lower cost.
Choosing the Right Core: ROHACELL or Alternatives?
Key Application Considerations
Picking the right core material is a major design choice, and it depends on the project requirements. ROHACELL stands out where strength, stiffness, heat stability, dimensional accuracy, and fatigue resistance matter most. Typical areas include aerospace (aircraft, spacecraft, radomes), premium automotive, motorsport (including Formula One), medical equipment (X-ray tables and imaging systems), drones/UAVs, defense, industrial tooling, and radio frequency/microwave parts.
ROHACELL comes in multiple grades made for different needs. For example:
| Need / Use | Example ROHACELL grades |
| Aircraft and space structures | A, HERO, WF, XT |
| High compression and impact resistance for aerostructures | HERO |
| Industrial, medical, sports parts | IG-F, HE |
| High RF transparency (antennas, radomes) | HF |
| High electromagnetic absorption (stealth) | EC / EC-HT |
| Higher fire resistance (e.g., FAR 25.853 vertical burn) | S |
Engineers should match the core to weight goals, load type (including fatigue), service temperatures, processing method (autoclave, RTM, etc.), and special needs like dielectric behavior or fire performance.
Practical Recommendations for Material Selection
The right choice comes down to matching what the material can do with what the part actually needs. If the project requires very high performance and consistent results-where low weight, heat stability, and long service life are required-ROHACELL is a leading reference option. High temperature capability, strong creep resistance, and high strength-to-weight support advanced designs in aircraft, vehicles, and medical equipment.
For parts with lower performance targets or tighter budgets, alternatives like ROHACRYL or well-chosen standard foams may make more financial sense. The goal is to avoid choosing a material that is far stronger (and more expensive) than needed, or too weak for the job. Working with specialists such as CHEM-CRAFT (an official Evonik distributor) can help. Their composite engineers can support material selection, estimate weight and cost effects, and recommend the ROHACELL grade that fits a specific project. Moving from older cores to ROHACELL can be a major step forward for designs like lighter drones, more efficient wind turbines, or clearer satellite antenna signals.
Conclusion
Composite engineering keeps pushing for materials that are lighter, stronger, and more durable. ROHACELL foam, based on polymethacrylimide (PMI), is a major step forward and sets high standards that challenge older material compromises. It started with aerospace requirements soon after production began in 1972, and it has since grown to meet more than 200 customer specifications.
Evonik, the German specialty chemicals company that makes ROHACELL, runs an Aerospace Quality Management System certified to EN 9100:2018 / AS9100:2016 and listed in the OASIS database since 2007. This focus on quality and ongoing improvement helps ROHACELL deliver strong performance with consistent reliability across global requirements. With tight process control and many grade options, ROHACELL remains a common reference material. Even if the upfront cost is higher, the long-term gains in part performance, easier processing, less scrap, and better lifecycle value often make it a cost-effective choice for high-end composite manufacturing-helping engineers build parts that were difficult to make with older core materials.

